Activated sludge
The process of activated sludge has been developed more than 100 years ago. It is based on the removal of dissolved substances from wastewater using suspended microbial biomass (“activated sludge”). Using the metabolism of the microbial biomass, organic matter and other pollutants such as nitrogen and phosphorus are eliminated to atmosphere or transferred into the biomass. This process requires large amounts of oxygen, which is supplied to the biomass by introducing air into the system. Aeration can be realised by e.g. bubble diffusors or surface aerators, and aeration efficiency is a major cost factor for WWTP operation.
While most of the biological sludge is separated from purified water in a final sedimentation tank (clarifier) and recirculated to the activated sludge process, a fraction of the surplus sludge is separated as excess sludge from the treatment process. There are multiple configurations for activated sludge systems to enable the enrichment of specific microbial groups for elimination of nitrogen and phosphorus. Sludge age, biomass concentration and oxygen conditions are major parameters to be adjusted in an activated sludge systems to guarantee the desired capacity of the treatment process.



-
Purpose
-
Approach
-
Where?
Advanced control
After advanced primary treatment to remove a large fraction of COD, the remaining wastewater has a low COD/N ratio. Hence, optimal usage of the remaining carbon is vital to reach stable denitrification capacity in the biological step. This can be reached in SBR-type WWTPs by applying advanced control strategies at the WWTP process control system: in standard operation, an adapted feeding and aeration regime of the SBR can optimise the denitrification capacity, while dedicated backup strategies triggered by an increase in nitrate concentrations in the SBR can help to keep effluent TN values below the target.
For standard operation this means that SBR is mainly fed in denitrification phases, and aeration is controlled by oxygen depletion rate instead of time. Backup strategies include reducing COD extraction in primary treatment (reduction of chemical dosing, bypassing primary treatment) or utilising other available carbon sources (supernatant of sludge thickening, acetate dosing). For advanced control strategies, online monitoring of nitrate is required, while online monitoring of ammonium is recommended as well.



Air stripping
Sludge liquor from dewatering of digested sludge contains a high load of nitrogen, which is recycled back to the inlet of the WWTP. This return load usually contributes 10-20% of the total nitrogen load of the plant. It can be reduced by dedicated N removal in this sidestream, which can be realised by different processes. Apart from biological processes which eliminate the nitrogen into the atmosphere, ammonia can also be stripped in suitable conditions of high pH and temperature and then be recovered in an acidic solution, which can finally be used as liquid fertiliser.
Air stripping is a proven technology which utilises ambient air to strip ammonia in a first stripper column, which is then recovered into sulfuric acid in a second column. Air stripping is typically operated at 70°C and pH 10 in columns filled with carrier material to enhance surface area for gas-liquid transfer. Air stripping is most cost-effective at high ammonia concentrations and is limited to a maximum elimination of nitrogen due to the chemical equilibrium of ammonia.



-
Purpose
-
Approach
-
Where?
Biological methanation
Biological methanation uses specific microbial metabolisms to generate biomethane out of CO2 and hydrogen. Archaea bacteria are capable to realise this conversion, using CO2 from biogas upgrading and H2 from water electrolysis. The technology has been realised in pilot and full-scale plants up to 1MW of electrical power in electrolysis. The reactor design is crucial for an efficient process to overcome the physical challenge of dissolving H2 into water. The process is scalable and can be operated at full or part-load with short start-up times, operating either on biogas directly or on CO2 from biogas upgrading.
The produced biomethane can be injected to the gas grid for large-scale and long-term storage or used locally, e.g. as fuel for transportation. Besides the energy storage aspect, biological methanation contributes to CO2 recycling, and electrolysis generates valuable by-products such as oxygen and heat at 65oC for direct use at the WWTP.



Catalytical methanation
Biogas produced in anaerobic digestion of sewage sludge contains 60-65% methane and 30-35% CO2. If CO2 is separated from biomethane in an upgrading step, it can be used in a Power-to-Gas approach to be converted to biomethane. Utilising hydrogen which is produced in an electrolyser, the process of methanation converts H2 and CO2 into CH4 (Sabatier reaction).
Methanation can be reached in a physico-chemical process with catalytic methanation, or using microbial activity in bio-methanation. Catalytic methanation uses a metal catalyst to enable the chemical reaction, but requires high temperature (350-550°C) and pressure (1-100 bar) and is affected negatively by gas impurities. Currently, catalytic methanation is limited to a CO2 conversion of ca. 80%. Full-scale application of catalytic methanation is still under development, and different reactor configurations and operating modes are tested.



- Sunfire: supplier of catalytic methanation
- Topsoe: supplier of catalytic methanation
- Johnson Matthey: supplier of catalytic methanation
- Methanation in HELMETH Project
- Audi e-gas
- Review paper on methanation technologies
- Review of methanation
- Comparison of biological and catalytic methanation (in German)
- Methanation of CO2 - storage of renewable energy in a gas distribution system
-
Purpose
-
Approach
-
>Where?
Chemically enhanced primary treatment
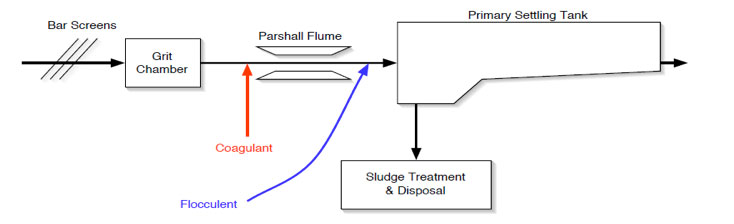
The primary treatment stage in a WWTP usually consists of a sedimentation tank or settler, where particulate matter is separated from influent wastewater by simple gravity-driven sedimentation. Due to their high specific weight, particles settle to the ground and are collected there as primary sludge, normally operating at retention times of 0.5 to 2 hours. To enhance the separation of smaller particles and reduce required retention times, coagulation and/or flocculation can be added upstream of the settler, which is then called chemically enhanced primary treatment (CEPT). Dosing of metal salts and/or polymer aggregates smaller particles and colloidal matter into larger aggregates, which can then be separated by gravity.
Chemical dosing can be combined with lamellar settlers which provide a high surface area for settling and thus allow a more compact design. The combination of coagulation and/or flocculation tanks and lamella settler can also be enhanced with sand as a nucleation agent of flocs, which is then called “ballasted sedimentation”. The sand is separated from primary sludge by hydrocyclone before being recycled to the flocculation tank. CEPT allows a higher extraction of COD in primary treatment (up to 50-70%) than simple settlers and thus can be a first step for an energy-efficient WWTP scheme.



- Paper on CEPT
- Discussion of CEPT
- An Introduction to Chemically Enhanced Primary Treatment
- Report on options for primary treatment
-
Purpose
-
Approach
-
Where?
Cascade digestion
Sewage sludge is usually digested at a WWTP in one-stage mesophilic systems. This simple design is robust and easy to operate, but the biological conversion of organic matter into biogas is limited within normal retention times (15-20 days). In addition, the heterogenic matrix of sewage sludge and non-optimal reactor design leads to improper mixing in the digestor, so that parts of the reactor are not active (“dead volume”) and actual retention time of the sludge may be lowered, leading to incomplete degradation.
This problem can be mitigated by operating two reactors in series in a cascade design, where the sludge from the top of digestor 1 is fed by gravity to the top of digestor 2. Statistical variability of retention time can be lowered by the defined transfer of sludge from one reactor to another, so that the overall retention time is more close to the targeted value. Cascade digestion proved to increase biological degradation of sewage sludge without requiring larger tank volume. Existing digestors can thus be operated in cascading mode to make better use of the available infrastructure.

-
Purpose
-
Approach
-
Where?
Combined heat and power (CHP) plant
Biogas produced in anaerobic digestion can be valorised on-site in combined heat and power (CHP) plants. These units burn biogas of different quality and convert it into electricity and heat, reaching a high total utilisation efficiency of the energy content in the biogas. CHP plants at WWTPs are usually gas motors, which drive a generator for electricity generation with electrical efficiencies of 35-44% depending on size and load rate. Heat is supplied at two distinct temperature levels: the cooling cycle of the gas motor typically supplies heat at 90°C, while exhaust gas contains heat at >350°C.
Both types of heat can be utilised with heat exchangers, e.g. for heating of anaerobic digestor or buildings or to supply heat for additional processes at the WWTP (e.g. stripping, thermal hydrolysis). Thermal efficiency of usable heat is 41-50% and typically adds up to 85-90% with electrical efficiency. CHP plants should be operated with relatively constant gas quality and in an optimum load range to prevent loss in efficiency.
 plant")
 plant")
 plant")
- Full-scale technico-economical performances of options for heat to electricity conversion in WWTP
- International Energy Agency Report on Combined Heat and Power
- Evaluation of Combined Heat and Power Technologies for Wastewater Facilities
-
Purpose
-
Approach
-
Where?
Deammonification
Deammonification is the process of nitritation-anammox and is a shortcut in the conventional nitrification/denitrification process. Deammonification is performed in two steps: aerobic nitritation, where slightly more than half of the ammonia is oxidised to nitrite by ammonia oxidising bacteria (AOB) and anoxic ammonia oxidation, where ammonia and nitrite are converted by anammox bacteria to nitrogen gas. Compared to conventional nitrogen removal process, no organic carbon is required for nitrogen removal and large savings of oxygen and energy demand can be achieved.
Deammonification process can be configured in one or two reactors. Performing deammonification in two reactors, where aerobic nitritation and anoxic ammonium oxidation are performed separately, gives better possibilities for optimising the growth conditions for AOB and anammox bacteria. On the other hand, deammonification in one single reactor benefits from generally lower investment costs and lower demand for operational maintenance. To allow simultaneous nitritation and anammox process, one stage deammonification is carried out in biofilms, where the biofilm can grow on carriers, or be in granules or flocs. In the biofilm, the AOB are enriched in the outer layer of the biofilm and the anammox bacteria in the anoxic inner layer of the biofilm. Specific operational conditions (pH, temperature, oxygen level) are maintained within the reactor to allow the process specific bacteria to grow in the biofilm.
Deammonification for side-stream treatment is a state of art technology, where high ammonia concentration with low COD concentration are typical characteristics of the side-stream water from dewatering of digested sludge. This reject water is usually sent back to the main treatment line, where the treatment of this ammonia load through conventional nitrification/denitrification can be quite cost-intensive. The use of deammonification process on side-stream water can dramatically reduce the nitrogen load on the existing biological treatment line. It is also a way to treat a part of the nitrogen at a low energy. In addition, since it allows a reduction of the nitrogen load on the main treatment line, it is also a solution to upgrade an overloaded existing wastewater treatment plant at a low cost.




Dissolved air flotation
Dissolved air flotation (DAF) is a water treatment process that clarifies wastewater by the removal of suspended matter such as oil or solids. The removal is achieved by dissolving air in the wastewater under pressure and then releasing the air at atmospheric pressure in a flotation tank basin. The released air forms tiny bubbles which adhere to the suspended matter causing the suspended matter to float to the surface of the water where it can then be removed by a skimming device. DAF can be operated with upstream dosing of coagulants or flocculants to agglomerate particulate matter and enhance elimination efficiency.
The process can also be combined with lamellar settlers for a compact footprint. DAF is highly suitable for eliminating fatty or oily compounds in wastewater which usually originate from industrial discharge (e.g. food processing, slaughterhouse). For municipal wastewater, DAF can be used for enhanced carbon extraction as primary treatment step in a WWTP, especially if industrial contribution with floatable organics is substantial.



- DAF technology of Veolia
- KWI Group: supplier of DAF Technology
- WPL: Supplier of DAF Technology
- Nijhuis Industries: Supplier of DAF Technology
- Veolia DAF process
- Suez flotation process
- Clarifying Treatment: Dissolved Air Flotation Provides Alternative for Treating Raw Water with Light Particles
-
Purpose
-
Approach
-
Where?
Gas boiler
This technology was not part of the POWERSTEP project.
Gas scrubbing
Biogas from anaerobic digestion of sewage sludge contains around 60-65% of methane, 30-35% CO¬2, and other impurities such as N2, H2S, and siloxanes. An alternative to valorisation of this biogas onsite (e.g. in a CHP plant) is the direct injection of gas into the public grid as biomethane. However, gas quality of the injected biomethane has to comply with defined standards of the gas grid operator. A high heating value requires a concentration of >95 Vol-% of methane in the injected gas. This can be achieved by gas scrubbing, which describes the separation of methane and CO2 in a physico-chemical process.
Gas scrubbing can be realised with adsorption using water, amine or other organic scrubbers or pressure-swing adsorption on activated carbon or zeolite. More recently, membrane-based scrubbing or cryogenic scrubbing have been developed. Important features of scrubbers are working pressure and related energy demand, methane content in upgraded gas and methane losses, and heat requirement. Before gas injection, further cleaning can be necessary to remove impurities such as H2S, siloxanes, and other hydrocarbons.



- Report on biogas upgrading technologies (IEA Bioenergy)
- Report on biogas upgrading technologies (SGC)
- Report on biogas upgrading technologies (Energiforsk)
- Gas scrubbing - general
-
Purpose
-
Approach
-
Where?
Load balancing market
The electricity market of today is more dynamic due to the increasing share of renewable energy (e.g. wind, solar) that increases or decreases depending on weather conditions, adding to instability of the electricity grid. Grid system operators have to operate or buy balancing power to level these changes and keep a constant frequency in the alternating current. Hence, large consumers or producers of electricity can offer capacity at the load balancing market and get revenues for both offering capacity reserves and actually using them.
Depending on reaction time and load capacity, primary, secondary and tertiary reserves can be offered with different models of revenue. WWTPs can also offer a certain capacity for load balancing if they are able to cut or increase loads on a remote signal from the grid operator. Minimum loads for the market can be reached by combining several WWTPs in a load cluster.



Load shifting
The WWTP is a large consumer of electricity, and the energy demand profile is relatively dynamic over the day depending on the influent load of the plant. As the electricity market of today offers different energy prices at different times of the day and also for maximum peak demand, the time-related shifting of electricity loads can be an option to decrease operational costs for electricity consumption. Maximum peak demand of the WWTP can be reduced by stopping aggregates during times of high electricity prices: pumps, centrifuges, and even aeration systems can be operated dynamically to restrict peak demand and save on costs.
In addition, load shifting can be used to align electricity consumption and production profiles at the WWTP, so that the demand for external electricity from the grid is minimised. Altogether, load shifting can be fully automated depending on electricity consumption at the plant and target profiles for optimised energy costs, following a multi-step strategy to drop off loads of several aggregates in a row if peak demand is reached.



Mainstream Anammox (1-stage)
Deammonification is the process of nitritation-anammox and is a shortcut in the conventional nitrification/denitrification process. Deammonification is performed in two steps: aerobic nitritation, where slightly more than half of the ammonia is oxidised to nitrite by ammonia oxidising bacteria (AOB) and anoxic ammonia oxidation, where ammonia and nitrite are converted by anammox bacteria to nitrogen gas. Compared to conventional nitrogen removal process, no organic carbon is required for nitrogen removal and large savings of oxygen and energy demand can be achieved. The slow-growing bacteria in deammonification are generally grown in biofilms on carriers (as part of the MBBR technology) or in granules and/or flocs.
Today, deammonification technologies for side-stream treatment are state-of-the-art. However, the application of deammonification on mainstream municipal effluent faces several challenges, due to the low temperature, low ammonia concentration and higher COD/NH4-N ratios, which result in competition between the different bacterial consortiums (AOB, Nitrite Oxidising Bacteria (NOB), anammox bacteria and heterotrophs (OHO)), and the requirements for an efficient NOB repression strategy.
One approach for implementation of deammonification in the mainstream is the one-stage Integrated Fixed Film Activated Sludge (IFAS) process, which consists of a Moving Bed Biofilm Reactor (MBBR) with the addition of an external settler for sludge retention. With this configuration, anammox bacteria preferentially grow in the biofilm on the carriers while the aerobic AOB tend to grow in the suspended sludge. The integration of activated sludge and biofilm is an effective approach to improve single-stage biofilm deammonification processes, as suspended growth is capable of enriching nitrifiers and improving the rate of nitritation at low DO levels due to less limitation on mass transfer, while carriers with anammox biomass are easily and securely retained in the reactor.
For mainstream deammonification applications, the IFAS configuration provides fast and robust physical separation between anammox-rich biofilm carriers and nitrifier-rich suspended sludge, which allows for easy control of the sludge age in the system and therefore efficient selective wash-out of NOB while retaining anammox. The IFAS configuration also has the advantage of being more tolerant towards soluble biodegradable COD (sbCOD), making it possible to handle an influent with a relatively high sbCOD/NH4-N ratio. Additionally, the IFAS configuration can be readily retrofitted into existing activated sludge systems.



Mainstream Anammox (2-stage)
Deammonification is the process of nitritation-anammox and is a shortcut in the conventional nitrification/denitrification process. Deammonification is performed in two steps: aerobic nitritation, where slightly more than half of the ammonia is oxidised to nitrite by ammonia oxidising bacteria (AOB) and anoxic ammonia oxidation, where ammonia and nitrite are converted by anammox bacteria to nitrogen gas. Compared to conventional nitrogen removal process, no organic carbon is required for nitrogen removal and large savings of oxygen and energy demand can be achieved. The slow-growing bacteria in deammonification are generally grown in biofilms on carriers (as part of the MBBR technology) or in granules and/or flocs.
Today, deammonification technologies for side-stream treatment are state of the art. However, the application of deammonification on mainstream municipal effluent faces several challenges, due to the low temperature, low ammonia concentration and higher COD/NH4-N ratios, which result in competition between the different bacterial consortiums (AOB, Nitrite Oxidising Bacteria (NOB), anammox bacteria and heterotrophs (OHO)), and the requirements for an efficient NOB repression strategy.
One approach for implementation of deammonification in the mainstream is the two-stage Moving Bed Biofilm Reactor (MBBR) configuration. With the MBBR, the biomass is growing on carriers which are easily and securely retained in the reactor. Hence, the two-stage MBBR system for deammonification enables a compact solution with a high accumulation of nitrifying biomass.
With the two-stage configuration for deammonification, ideal conditions for each of the desired bacteria group can be achieved in separate MBBRs. In the first MBBR, aeration ensures a high DO to achieve efficient nitritation with AOB biofilm, while in the second, a mechanically mixed and anoxic stage, nitrite and ammonia are converted to nitrogen gas through the anammox pathway, without any competition for substrates from oxidising bacteria or heterotrophs. NOB suppression is achieved in the nitritation stage by maintaining thin biofilms and periodically exposing the biomass to strongly suppressing conditions, such as switching the feed from mainstream wastewater to high-strength and high-temperature side-stream water. Hence, NOB can be supressed in the aerated zone without affecting the anammox. Thin biofilms are ensured in the nitritation stage by using the AnoxKTM Z carrier with biofilm thickness control.



Membrane aerated biofilm reactor
This technology was not part of the POWERSTEP project.
Membrane stripping
Sludge liquor from sludge dewatering is usually heavily loaded with nitrogen and contributes significantly to the nitrogen load of the WWTP. Beside biological processes for sidestream N removal (e.g. deammonification) which can have issues in process stability, N can also be removed by air, steam or membrane stripping in a physico-chemical process, thus enabling the recovery of nitrogen as a valuable liquid fertiliser (ammonium sulfate). Membrane stripping represents a compact and cost-effective method to recover the nitrogen in sludge liquors by gas-permeable membranes. To convert nitrogen into free ammonia and enable stripping, pH and/or temperature of the sludge liquor have to be increased.
Optimising pH control (e.g. by CO2 stripping combined with some caustic) and temperature conditions minimises the efforts in heat and chemical costs, and allows cost-effective operation of membrane stripping. Pre-treatment of the sludge liquor with coagulation/filtration also has to guarantee particle-free influent to the membrane in order to protect the membrane module from mechanical damage and clogging.



- Full-scale implementation of membrane stripping
- Sustec: supplier of membrane stripping plants
- BLUEtec: supplier of membrane stripping plants
- Gebr. Kunst: supplier of membrane stripping plants
Microgas turbine
This technology was not part of the POWERSTEP project.



-
Purpose
-
Approach
-
Where?
Microscreen (Drum+Discfilter)
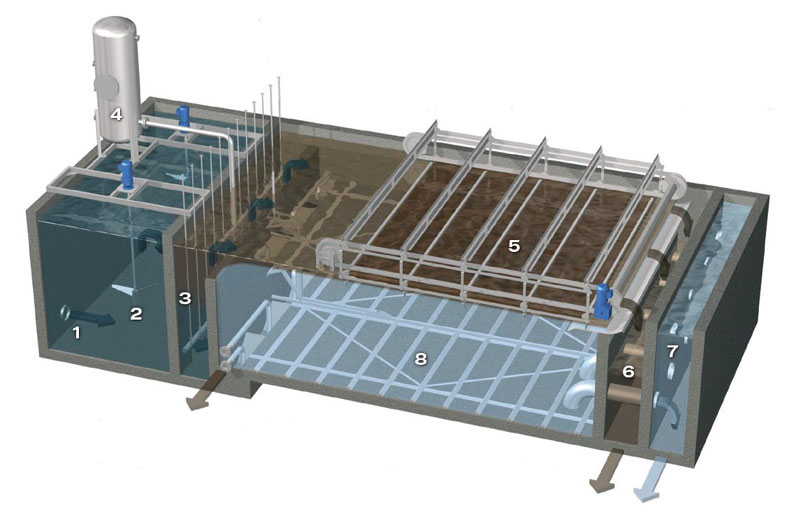
Microscreen technology (drum- or disc-filter) employs woven cloth filter elements installed on the periphery of a drum or disc structure, and utilises an inside-out flow pattern. The filter works by gravity with a few cm of water pressure gradient and is robustly designed with few moving parts to ensure long life and low maintenance costs.
Water to be treated flows by gravity into the filter via the centre drum. The media mounted on the partially-submerged drum separates solids from the water. The filtered water flows through the media into the collection tank. Once solids have accumulated on the filter and a critical head loss is achieved, the media is cleaned by a counter-current backwash system. The filters are in continuous operation even during backwash and high solids events.
Coagulants and flocculants can be added upstream the filter unit in order to improve the filterability of the particles. The dose and type of chemicals applied also have an impact on the pollutant removal efficiencies that can be achieved in the microscreens. Such a feature allows for precise particle removal up to the values required by the user by careful control of the chemical dose (mg-chemical added/TSS to be removed).
")
")
")
- Hydrotech microscreen
- Film on Hydrotech drum filter technology
- Film on Hydrotech disc filter technology
Moving Bed Bioreactor (MBBR)
The Moving Bed Biofilm Reactor (MBBR) technology is based on the biofilm principle, with an active biofilm growing on small specially designed plastic carriers. The carriers are designed to provide a large protected surface area for the biofilm to grow and are kept in suspension in the reactor by aeration and/or mixing.
Due to the high biomass content in the biofilms, the MBBR process has a small footprint and high volumetric removal efficiency. The carriers are retained in the reactor by sieves, ensuring that the critical biomass will remain in the reactor also at low temperatures and high hydraulic flows. When needed, the MBBR can be staged in series to promote enrichment of different groups of bacteria dependent on reactor conditions and substrate availability. The MBBR works both for aerobic, anoxic and anaerobic applications.
The MBBR technology has been successfully applied since the 1980´s, treating both industrial and municipal wastewaters. Generally, the MBBR is applied for the biological removal of carbon (through heterotrophic respiration) and nitrogen (through nitrification-denitrification), although the long retention of biomass in the MBBR also makes it advantageous for deammonification, and for the removal of some toxic compounds and micropollutants. The MBBR can also be used in combination with existing activated sludge systems in a hybrid system.



-
Purpose
-
Approach
-
Where?
Nitrification/Denitrification
Biological conversion and elimination of nitrogen in a WWTP can be achieved by the processes of nitrification and denitrification. Usually being in the form of ammonia, nitrogen in wastewater can be converted to nitrate by nitrification, which is realised by specific bacteria (“nitrifiers”) in an autotrophic process using oxygen as electron acceptor. Due to the slow growth rate of nitrifiers, nitrification requires a high sludge age to accumulate this type of bacteria in the activated sludge or biofilm. The high oxygen demand for nitrification (4.3 g O2 per g NH4-N) often defines the size of the aeration system at WWTPs.
The second step of nitrogen conversion is denitrification, which converts nitrate to gaseous nitrogen. Denitrification can be realised by many groups of bacteria, but it requires anoxic conditions to promote the use of chemically bound oxygen of the nitrate. In addition, denitrification requires a carbon source as electron donor, which is an important aspect in WWTP operation. Organic matter in the wastewater acts as carbon source, so that the ratio of bioavailable organics (COD) and nitrogen should be sufficient to guarantee full denitrification. Different configurations are available for WWTP operation such as intermittent denitrification (variation in oxygen supply over time), pre-denitrification with recycling of nitrate to anoxic tanks upstream of nitrification tanks, or cascade denitrification with multiple serial tanks of anoxic and aerobic conditions. Utilisation of microbial sludge as carbon source (“endogenous denitrification”) can also be an option, although the kinetics of this process are limited by hydrolysis of the sludge and thus require higher tank volumes. The dosing of an external carbon source (e.g. acetate) can be a last measure if residual COD for denitrification is limited.


- Nitrification & Denitrification
- Advances in wastewater nitrogen removal by biological processes: state of the art review
-
Purpose
-
Approach
-
Where?
Optimise electricity use
Electricity demand is a major cost driver of WWTP operation, and is also responsible for a high share of the environmental impacts associated with wastewater treatment. Hence, it is of high interest to optimise the use of electricity at a WWTP to minimise both operational costs and environmental impacts of the process.
Options to optimise the use of electricity on-site include the flexible and predictable operation of the plant in terms of electricity demand and production depending on the situation on the public electricity market, following a “smart grid” strategy. Today, market prices of electricity are dynamic over time due to a rising share of renewable sources (e.g. wind, solar), so that WWTP operation can be optimised to utilise this dynamic and minimise electricity costs and revenues. Predicting and adapting electricity demand and production at the WWTP to the hourly market price profile of the next day (“day-ahead market”) enables savings in electricity costs. Storage facilities for biogas or sludge at the WWTP enhance flexibility in operation and facilitate the optimisation of the profile of electricity use and production on-site.



Ozonation
This technology was not part of the POWERSTEP project.
Sand filter
This technology was not part of the POWERSTEP project.
Steam Rankine Cycle/Organic Rankine Cycle
When operating a CHP plant at a WWTP, heat is available in the cooling water and exhaust gas. While a large part of this heat is used for internal purpose (e.g. heating of digestor), surplus heat is wasted as excess to the atmosphere via exhaust gas or plate coolers. This heat can be valorised by heat-to-power technologies such as steam rankine cycle (SRC) and organic rankine cycle (ORC).
These technologies convert low-grade heat into electricity using a thermal working fluid as heat carrier, which is steam in SRC and an organic fluid of high molecular weight in ORC. This working fluid is pumped to a boiler where it is evaporated, passed through an expansion device (turbine or other expander) to drive a generator, and then through a condenser heat exchanger where it is finally re-condensed. The choice of the working fluid highly depends on the temperature level and operational characteristics at which the process works to gain maximum efficiency. SRC is suitable to utilise heat at high temperature (e.g. exhaust gas), while ORC can also be adapted to use heat at lower temperature (e.g. cooling cycle). Usually, a SRC or ORC process can convert excess heat to power with an overall efficiency of 12-20% depending on working fluid and size of the system. Economic feasibility of SRC/ORC systems depends on the capital cost of the system and annual operating time, i.e. seasonal availability of excess heat.



- German association of ORC technology
- Orcan: supplier of ORC technology
- Power Generation with the Siemens ORC-Module
Thermal hydrolysis
This technology was not part of the POWERSTEP project.
Thermoelectric generators
Thermoelectric conversion is a heat-to-power technology under development that can be applied to improve the electrical performance of a cogeneration plant (CHP). The thermoelectric generator (TEG) is integrated into the exhaust line of the CHP engine, replacing the conventional exhaust gas heat exchanger. It partially converts exhaust gas heat into electricity by utilising the physics of the Seebeck effect. Remaining heat energy is recovered like in a conventional heat exchange system.
Due to the absence of any movable parts, the maintenance requirements for TEG are very low. However today, the electricity production is still considerably lower in comparison with other commercially available heat-to-power technologies (e.g. based on Organic-Rankine-Cycle). Once the thermoelectric conversion technology is leveraged by high volume production like e.g. for automotive or consumer markets, a TEG system in a CHP is expected to amortise in about 5 years.



Two-stage activated sludge
The 2-stage treatment concept for municipal WWTPs provides energetic advantages in term of reducing energy demand for aeration and enhancing the energy gain from biogas utilisation in CHP. The concept relies on a high COD-loaded activated sludge tank in the 1st stage where a higher percentage of COD - as compared to single-stage WWTP - is extracted from the wastewater stream with the surplus sludge.
In the 2nd stage which is operated at higher sludge age, nitrification and denitrification take place. Nitrogen removal can be optimised and adjusted to varying operating conditions by bypassing a part of influent wastewater in the 2nd stage for increasing the COD availability for denitrification or by returning a part of the nitrate rich WWTP effluent back to the anoxic zone of the 1st stage. The advantages of 2-stage treatment concepts could be confirmed at several large size WWTPs.
The energetic advantage of the 2-stage treatment configuration can be further increased by integrating a nitritation process to treat the ammonium-rich sludge dewatering effluent in sidestream. The treated wastewater stream can be then reintroduced in the 1st stage, promoting denitritation of the produced nitrite instead of denitrification. The saved COD load is then available for enhanced biogas production in the digester or for improving TN removal at plants with unfavourable TN/COD influent composition. In addition, the implementation of sidestream nitritation decreases operating costs of a 2 stage WWTP due to the better conditions for ammonium oxidation in sidestream than in mainstream (higher oxygen transfer rate).
Whereas sidestream nitritation combined with denitritation in mainstream is nearly energetically equivalent to sidestream anammox (oxygen demand in both cases ~ 1.5 gO2/gNremoved), nitritation exhibits a much more stable operation and lower investment and operation costs for process control.

with sidestream nitritation")
with sidestream nitritation")
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}